張安強1,林雅鈴2,王煉石1(1.華南理工大學材料科學與工程學院高分子系,廣東廣州510641; 2.華南農業大學資源與環境學院制藥工程系,廣東廣州510642)
摘 要:采用實驗室微型密煉機(Brabender轉矩流變儀)研究了炭黑填充型粉末天然橡膠[P(NR/HAF)]的密煉機塑煉/混煉性能,即塑煉時間、塑煉溫度和轉速等基本工藝參數對膠料門尼粘度的影響。與傳統的塊狀天然橡膠/炭黑(NR/HAF)的密煉機混煉相比,P(NR/HAF)在密煉機混煉時具有較高的混煉溫升和較快的升溫速率,使得膠料在較高的溫度下被塑煉,從而表現出與傳統的NR/HAF不同的密煉機混煉特性,其最佳塑煉溫度有所降低。通過逐步回歸分析建立的“門尼粘度塑煉條件”模型可以較好地擬合和預測不同塑煉條件下P(NR/HAF)密煉機塑煉后膠料的門尼粘度。
關鍵詞:炭黑填充型粉末天然橡膠;密煉機塑煉性能;門尼粘度;回歸分析
中圖分類號:TQ 332.5;TQ 330.6文獻標識碼:A文章編號:1005-3174(2008)01-00048-06
炭黑填充型粉末天然橡膠[P(NR/HAF)]實質上是一種新型的粉末狀橡膠/炭黑預混合體,炭黑在預混合體中已達到優良分散[1,2]。與經機械混煉得到的天然橡膠/炭黑混煉膠(NR/HAF)不同,P(NR/HAF)是天然膠乳與炭黑乳液在低剪切速率條件下制備得到的,其中的天然橡膠大分子鏈未經機械塑煉,仍具有很高的分子量。因此,P(NR/HAF)在密煉機中的塑煉和混煉實質上是同時進行的,從而使得其具有特殊的塑煉/混煉流變特性。
Brabender轉矩流變儀所配的混煉頭,實質上是一個微型的實驗室密煉機,它可以很好地模擬密煉機(如Banbury密煉機)的混煉工藝[3~10]。本文采用Brabender轉矩流變儀所配的混煉頭對P(NR/HAF)的密煉機塑煉/混煉流變行為進行研究,試圖探討炭黑與天然橡膠之間在密煉機加工過程的相互作用機理,并建立塑煉特性與加工條件之間的數學模型。
1 實驗部分
1.1 原料
P(NR/HAF):自制,采用凝聚共沉法制備[1,2];其它配合劑為橡膠工業常用原料。
1.2 儀器與設備
GT 7080 S2型門尼粘度計:東莞高鐵科技股份有限公司制造; Brabender PlasticorderPLE651型轉矩流變儀:德國Brabender公司制造,循環油浴恒溫,配N50H混煉頭,混煉室容積78 cm3,轉子速比為3/2。
1.3 實驗方法
1.3.1 塑煉/混煉實驗
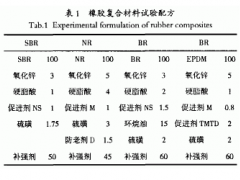
塑煉實驗設備為Brabender Plasticorder PLE651型轉矩流變儀所配的N50H混煉頭,填充系數取為0.75,每批混煉量為(67±1)g。塑煉條件如表1所示。
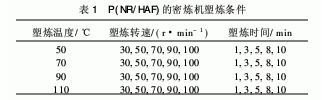
塑煉工藝過程:當混煉室達到設定的溫度后,調節轉子轉速為10~15 r/min,將膠料在1 min內加入到混煉室中,待全部膠料加入混煉室后,加壓上頂栓,并迅速調節轉子轉速為設定的轉速,開始塑煉。當達到設定的塑煉時間后,停機、排膠,在開煉機上以4~5 mm的輥距將混煉膠壓成厚片狀,用于測試混煉膠的門尼粘度。
1.3.2 門尼粘度測試方法
采用GT 7080 S2型門尼粘度計按GB/T1232—2000測定混煉膠的門尼粘度。由于部分膠料(如未塑煉或塑煉不充分的天然橡膠膠料)具有較高的粘度,為了避免其粘度值超出測量范圍,所有試樣的門尼粘度值均采用小轉子進行測試,所測得的門尼粘度值表示為MS100℃
2 結果與討論
2.1 塑煉溫度和轉子轉速對P(NR/HAF)膠料溫升的影響
圖1是P(NR/HAF)在不同塑煉條件下的膠料溫度曲線。由圖1可見,膠料的溫度在最初的2~3 min內急劇上升,之后趨于緩和。隨著塑煉轉速的增加,膠料溫度上升速度也加快,達到平衡時的溫度也更高。

圖2是P(NR/HAF)在不同塑煉條件下的膠料溫升(ΔT,即膠料在密煉機塑煉過程中的最高溫度與加料溫度之間的差值)等高線圖。由圖2可見,膠料的溫升隨著轉速的增加而逐步增加,但在中低轉速(不大于70 r/min)時,提高塑煉溫度對膠料的溫升影響不大。在低溫(50~70℃)、高轉速(90~100 r/min)的塑煉條件下,膠料的溫升最大。膠料的溫升來自兩個方面:混煉室的壁溫和由于機械剪切力的作用而產生的溫升。其中,后者的溫升主要包括:膠料與混煉室及轉子之間相互摩擦產生的熱量,膠料中的大分子鏈之間、大分子與填料之間以及填料與填料之間受到剪切力的反復作用而產生的摩擦生熱。
圖3是P(NR/HAF)在密煉機塑煉過程中的溫升示意圖,由圖3可見,P(NR/HAF)膠料在密煉室的塑煉過程中,其溫升過程可分為三個階段[1]:
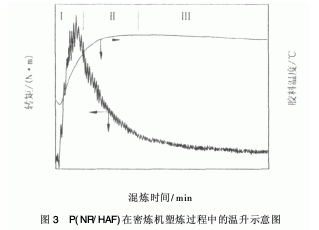
第Ⅰ階段:剪切生熱階段。從膠料加入到密煉室開始,到膠料溫升趨于緩和時結束。在這一階段,膠料的溫升主要來自密煉室的加熱和轉子的強烈作用:膠料受到剪切力的強烈反復作用,膠料中的大分子鏈之間、大分子與填料之間以及填料與填料之間的摩擦可產生大量的熱,從而使得膠料的溫度在短時間內急劇上升,同時,大分子鏈由于受到強烈的剪切力作用而急劇斷裂;膠料溫度的上升和分子鏈的大量斷裂也使得膠料迅速軟化,粘度急劇降低,從而使得作用在大分子鏈上的剪切應力減小,當溫度上升到一定的程度時,剪切應力帶來的溫升逐漸減少,膠料的總體溫升趨于緩和。因此,降低密煉室溫度或提高轉子轉速,都會使膠料所受的剪切應力增加,從而使得生熱增加,膠料溫度在塑煉初期急劇上升。
第Ⅱ階段:膠料溫度緩慢上升階段。大分子鏈在剪切力的作用下繼續斷裂,但由于膠料溫度的提高,剪切應力的作用被大大削弱,膠料粘度的降低和剪切應力所產生溫升的減少使得膠料的溫度保持緩慢的增長速率或基本保持不變。
第Ⅲ階段:膠料溫度下降階段。由于膠料的溫度高于密煉室的溫度,膠料與密煉室之間存在著大量的熱量交換,是一個散熱過程。另一方面,大分子鏈在高溫和剪切力的作用下不斷斷裂,膠料的粘度持續下降,也使得剪切應力的作用被繼續削弱,當由于剪切生熱所產生的熱量少于膠料與密煉室之間的熱交換時,膠料溫度出現緩慢的下降。在轉子速度較低(低剪切塑煉)時,由于機械剪切力提供的生熱不足以平衡膠料向密煉室的散熱,這種下降更為明顯,如圖1(a)所示。
2.2 塑煉溫度和轉速對P(NR/HAF)膠料門尼粘度的影響
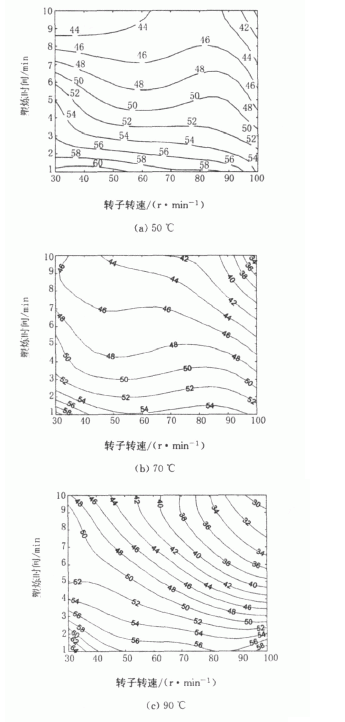
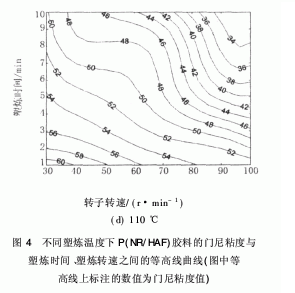
圖4是不同塑煉溫度下P(NR/HAF)膠料的門尼粘度與塑煉時間和塑煉轉速之間的等高線曲線圖。其中,未經塑煉的P(NR/HAF)膠料的門尼粘度MS100℃(1+4)為84.2。
對于密煉機塑煉而言,轉子轉速的提高將帶來兩方面的作用:一方面,提高塑煉轉速增加了作用于橡膠大分子上的剪切應力;另一方面,剪切應力的增加也使得膠料與轉子以及膠料內部的摩擦增加,提高了膠料的溫度。
傳統的天然橡膠塑煉理論認為,天然橡膠適合在低溫(小于70℃)或高溫(大于120℃)下進行塑煉[11~13]。在低溫下的塑煉以機械力斷鏈為主,熱氧化學斷鏈為輔;在高溫下塑煉則以熱氧化學斷鏈為主,機械力斷鏈為輔。在同一塑煉轉速、不同塑煉溫度下,塑煉效果最差的溫度點在110℃附近;在低于110℃時,提高膠料溫度會降低塑煉效果;而高于110℃時,提高膠料溫度會大大提高塑煉效率。
由圖4可見,經過1 min的塑煉,所有P(NR/HAF)膠料的門尼粘度均明顯降低。當塑煉溫度較低(不大于50℃)時,膠料的門尼粘度隨著塑煉時間的延長而逐步降低,但提高塑煉轉速對門尼粘度的降低幾乎無貢獻,這是由于在低溫塑煉時,膠料在不同塑煉轉速下的溫度介于80~110℃之間,在這一溫度區段,塑煉溫度的提高反而會使塑煉效果變差,因此,提高塑煉轉速、增加剪切應力對塑煉的貢獻基本被膠料溫度的升高所抵消。隨著塑煉溫度的升高,提高塑煉轉速對塑煉中后期(不小于3 min)膠料門尼粘度降低的貢獻逐步增加,膠料的門尼粘度隨著塑煉轉速的提高而顯著下降,且轉速越高,下降的速率越快,這是由于在塑煉中后期,膠料的溫度往往高于120℃,在這一溫度區段,溫度的提高有利于斷鏈的進行,故而塑煉效果顯著加強。這說明P(NR/HAF)的天然橡膠分子鏈在高溫和高剪切速率下更易于斷裂。
2.3 P(NR/HAF)的密煉機塑煉模型
NR在不同溫度下的塑煉效果可用二次方程表示[1, 12,13],因此,對于P(NR/HAF)在不同塑煉溫度(T)、塑煉轉速(R)和塑煉時間(t)下進行塑煉后的膠料門尼粘度(MS),應可與上述三者之間建立類似的二次關系式。假設MS與T、R和t之間可用以下的關系式來描述:
MS=a0+a1·T+a2·t+a3·R+a4·T·t+a5·T·R+a6·t·R+a7·T2+a8·t2+a9·R2(1)
式中:a0為常數項,a1~a9為系數項。
采用SAS程序[14]對圖4中不同t、T和R下的MS數據按式(1)進行逐步回歸分析,剔除不顯著的變量,變量入選方程的顯著性水平α為0.05,得到式(2):
MS= 57.16 + 0.133 4T- 1.54t+0.001 18R2+ 0.117t2- 0.002 58T·R-0.011 88T·t-0.01R·T (2)
式中:F值為177.2,R2= 0.931,均方差δ=2.09,方程的顯著性水平|Pr>F|<0.001,表明上述方程在α= 0.05時非常顯著[14,15]。圖5是根據式(2)計算得到的擬合值與實測值的比較圖。由圖5可見,與實測值(x)對應的擬合值(y)的數據點均勻、密集地分布在直線y=x的兩側,擬合值與實測值吻合較好,式(2)可以較好地擬合和預測P(NR/HAF)在不同塑煉時間、溫度和轉速下塑煉后膠料的門尼粘度。
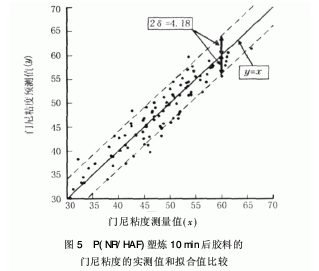
圖6是P(NR/HAF)塑煉10 min后的門尼粘度與塑煉轉速和溫度的等高線圖。由圖6可見,P(NR/HAF)在高溫80~110℃、低轉速30~40 r/min下的塑煉效果最差;在高溫90~110℃、高轉速90~100 r/min下的塑煉效果最好;而在中低轉速區30~70 r/min存在一個明顯的“平臺區”,在此區域中,塑煉溫度的影響不顯著,且塑煉效果較差。
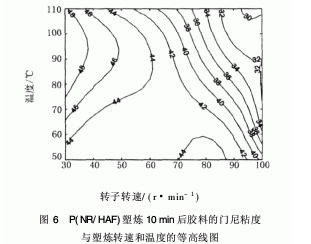
以往的研究認為[11~13],天然橡膠的密煉機塑煉宜采用高溫、高速的塑煉工藝,在此條件下,橡膠大分子鏈在高剪切應力的作用下快速斷裂,斷鏈生成自由基在高溫下易與空氣中的氧作用而失去活性,從而達到快速降低分子量的效果。上述實驗結果表明,P(NR/HAF)也具有天然橡膠的一般塑煉特性。但由于P(NR/HAF)已經預先混有炭黑,分散均勻的炭黑團粒在天然橡膠塑煉過程中與橡膠分子鏈相互摩擦、滲透,與天然橡膠純膠的塑煉相比,P(NR/HAF)的塑煉過程生熱更大,故而在低速塑煉區域,由于塑煉生熱較大,導致膠料溫度急劇升高,膠料的軟化使得低剪切速率下作用在橡膠分子鏈上剪切應力降低,從而使得塑煉效果較差,出現“平臺區”。在工業生產中,為了獲得較好的塑煉效果,降低塑煉能耗,應盡量避免在此區域進行塑煉加工。
3 結 論
(1)與傳統的NR/HAF密煉機混煉相比,P(NR/HAF)具有較高的混煉溫升和較快的升溫速率,使得膠料在較高的溫度下被塑煉,從而表現出與傳統的NR/HAF不同的密煉機混煉特性。(2)通過對不同混煉時間、混煉溫度和轉速等基本工藝條件下膠料門尼粘度進行的逐步回歸分析,建立了“門尼粘度塑煉條件”數學模型,該模型可以較好地擬合和預測不同塑煉條件下P(NR/HAF)的密煉機塑煉后膠料的門尼粘度。(3)通過研究不同轉速和溫度下的塑煉特性,指出P(NR/HAF)有其特定的最佳塑煉區域,應避免在塑煉效果較差的“平臺區”進行操作。