蔣修治 (合肥通用機械研究院,安徽合肥230031)編譯
由于配合劑的分散以及各種化學反應,橡膠成品性能可能受到混煉工藝的極大影響。研究表明,混煉溫度、混煉時間和混煉順序對橡膠性能有顯著的影響。如果其中一種配合劑可能在硫化期間發生反應,那么,混煉工藝就更加重要。例如,白炭黑(常用來替代部分炭黑)與硅烷偶聯劑發生反應能使輪胎滾動阻力和抗濕滑性得到改善。雙(3-三乙氧基硅烷基丙基)四硫化物(TESPT)被用作硅烷偶聯劑來改善白炭黑的補強性時,TESPT中的乙氧基與其它配合劑之間的化學反應在硫化期間應當降到最低限度。按照理想的做法,應將混煉順序設計成多步式,使TESPT能在第一混煉工序中與白炭黑發生反應,從而將TESPT同其它配合劑發生不良副反應的可能性降到最低程度。但是,在混煉工藝中增加一道單獨的工序會導致生產效率下降。若采用Y法順序混煉,與停放時間長短有關的加工性能下降程度大大低于一段法混煉順序。所謂Y法混煉,就是分別制備兩個含炭黑和白炭黑的單獨的母煉膠,然后再一同加入硫化劑的煉膠工序。采用Y法順序混煉的膠料,其性能類似或優于一段法混煉膠料,它是制備同一白炭黑母膠與各種炭黑膠并用的不同膠料的一種適宜的替代方案。
以下將就白炭黑填充膠料探討三種不同順序的混煉工藝(Y法、一段法和多段法),并將硫化前(門尼粘度值和硫化時間)和硫化后(100%定伸應力、200%定伸應力和300%定伸應力、拉斷強度、拉斷伸長率、硬度和粘彈性)的橡膠性能作了對比。從膠料性能和生產效率角度討論了用Y法混煉代替普通混煉工藝的前景。
1 實驗
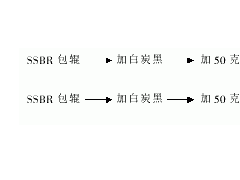
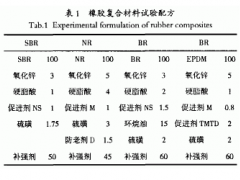
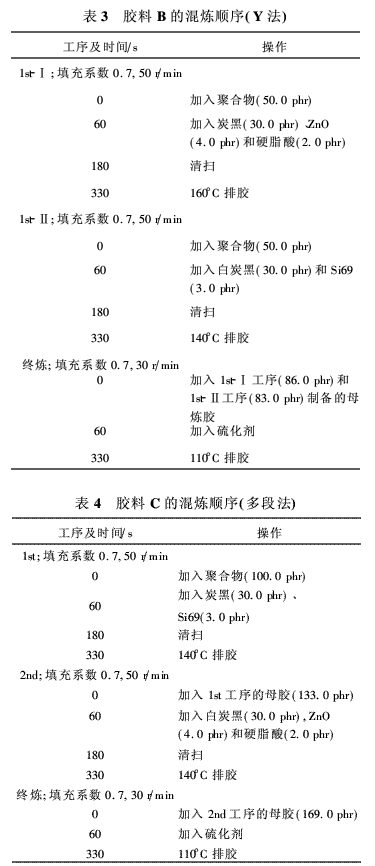
表1為該研究所用膠料的配方。混煉采用Naniwa機械公司生產的NM-1.5-20型捏合機,混煉工藝條件列于表2~表4。膠料A(表2)采用一段法,就是除硫化劑以外的所有配合劑都在單一工序中混煉。該工藝常用于普通炭黑填充膠料,生產效率最高。Y法順序用于膠料B(表3),其中炭黑母和白炭黑母膠分別制備(1st-Ⅰ工序和1st-Ⅱ工序),隨后一同在最終工序中混煉。膠料C(表4)則采用多段法混煉。白炭黑和硅烷偶聯劑均在頭道工序中被加入母膠,其它配合劑(除硫化劑以外)則在第二道工序中與該母膠一起混煉。該工藝一般用于白炭黑填充膠料的混煉。所有混煉順序的填充系數均為0.7。所有混煉工序的溫度均為140°C。但Y法混煉順序中1st-Ⅰ工序的溫度為160°C,這是因為沒有硅烷偶聯劑的緣故,若有的話其與聚合物的反應溫度可能高于140°C。所有混煉順序中的膠料(加入硫化劑)均在110°C下混煉。在所有混煉順序中母煉膠和膠料采用的轉子速率分別為50 r/min和30 r/min。

門尼粘度值(ML1+4)用Shimadzu SMV-201型門尼粘度計在130°C下測定。硫化曲線,即橡膠應力隨硫化時間的變化用硫化儀(Nichigoushoji V型)在170°C下測得。90%和100%硫化所需要的時間(t90和t100)分別根據對應于0%和100%硫化的最小和最大的扭矩計算。每種試樣的硫化時間在t90和t100之間。粘彈性可用UeshimaVR-7110型粘彈性分析儀,按照標準JIS K6394測定。25°C下彈性模量(E′)與應變的關系在10 Hz頻率時測定。高溫(>40°C)和低溫(< 0°C)下tanδ與溫度的關系分別用單一應變幅度1.00%和0.25%在頻率為10 Hz時測得。100%、200%和300%定伸應力(分別為σ100、σ200和σ300)、拉斷強度(σbreak)和拉斷伸長率(εbreak)可在Shimadzu AGS-500拉伸試驗機上以啞鈴狀試樣,按照標準JIS K6251,在伸長率500 mm/min條件下測定。邵爾A型硬度用Excel RH-101A自動邵爾硬度計,按照標準JIS K6253測定之。
2 結果與討論
2.1 膠料性能
分別用一段法順序(A)、Y法順序(B)和多段法順序(C)制備了3種不同的膠料。ML1+4、t90、t100和硫化時間的數值列于表5,該表提供了有關這些膠料是否適合于生產的重要信息。ML1+4是衡量膠料加工性能的一個指標;加工性能隨著ML1+4值的減小而提高。

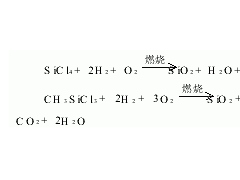
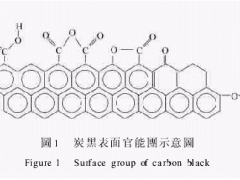
膠料A和C分別表現出最低和最高的ML1+4值。這些結果可以用硅烷偶聯劑和白炭黑對膠料的影響來解釋,它們的反應見圖1。
混煉期間最好是發生反應(1),反應(2)應加以抑制,否則膠料的ML1+4值太高,將導致加工困難。混煉工序數量的增加可能會使總混煉時間延長,從而提高反應(2)的程度,這樣,便可以解釋膠料B和C的ML1+4值高于膠料A的原因了。膠料B的ML1+4值也可能由于1st-Ⅰ工序混煉期間所使用的高溫而有所增大,這是由于聚合物斷鏈引起的分子量減少造成的。可以得出的結論是,混煉順序B可應用于白炭黑填充膠料而不致引起加工性能方面的問題。B的加工性能實際上優于常用工藝C。與研究中所得結果不同,據以前報道,使用混煉順序B會導致ML1+4值低于A。但是,混煉工藝條件和配方的差異有礙于試驗結果的直接比較。

B和C的硫化時間(t90和t100)比A短。造成這一結果的主要原因與白炭黑粒子吸附促進劑的程度不同有關。白炭黑表面覆蓋有硅烷醇基,其極性比炭黑表面的高。白炭黑填充膠料的硫化時間會由于白炭黑表面上的硅烷醇基而有所延遲,這是因為促進劑(加入次磺酰胺、噻唑、胍、秋蘭姆、二硫化氨基甲酸鹽和醛胺類促進劑,以加快硫化過程)容易被吸附到白炭黑粒子的表面。應將白炭黑表面的硅烷醇基按照圖1的反應圖解,進行不可逆改性,使表面極性有所降低。Si69在混煉過程中也可能與其它配合劑(例如防老劑)發生反應。但是,對于B和C,在頭道工序中母煉膠里并不存在這種配合劑,因此,白炭黑表面的改性效果優于A。硅烷醇基與Si69較為有效的反應,使白炭黑表面的硅烷醇基的量減少了,白炭黑粒子吸附促進劑的程度有所削弱,因此加快了B和C的硫化。
2.2 粘彈性
圖2為分別用混煉順序A、B和C制備的硫化試樣的E′(彈性模量)與應變的關系。所有試樣的E′均顯示出一般稱為“佩恩效應”的典型非線性特性,這是由于聚合物母體中受填充劑-填充劑相互作用以及聚合物-填充劑相互作用的填充劑網絡隨著應變幅度的增加而受到破壞的結果。填充劑-填充劑相互作用的削弱會導致佩恩效應下降,E′隨著應變幅度的增加而減小;填充劑的佩恩效應越大,聚集體就越多。佩恩效應的幅度按照C>A>B的次序依次減小,但A和B之間的差異很小。佩恩效應大,往往意味著填充劑由于填充劑粒子之間的相互作用較強而變得比較容易聚集。圖2中的數據表明,膠料A和B中的填充劑聚集程度低于膠料C。佩恩效應幅度可望隨著硅烷偶聯劑和白炭黑之間反應效率的提高而減小(反應1)。聚集程度的降低可望帶來ML1+4值的下降和膠料性能的改善。實際上A和B的ML1+4值低于膠料C。由于B在1st-Ⅰ工序中于160°C下混煉期間發生聚合物熱斷鏈,B的分子量可望較A和C有所降低。但是,與聚集的作用相比,可能出現的分子量差異對E′的影響是微不足道的。
tanδ值被用作衡量膠料在動態變形作用下能量損失的一個指數。輪胎的滾動阻力和抗濕滑性能分別根據高(>40°C)、低(< 0°C)溫時的tanδ值,通過實驗來評價。圖3和圖4為在高、低溫范圍內3種不同膠料的tanδ值與溫度的關系。在低溫范圍內(約-10°C~0°C),tanδ值在3種膠料之間并未出現出任何明顯的差異,表明抗濕滑性能幾乎不受混煉順序的影響,而在高溫范圍內(約50°C~70°C),tanδ值則顯示出明顯依賴于混煉工藝條件的傾向,因此,它是按照A>B>C的次序逐漸減小。對于B和C,白炭黑的效果比A有所提高(白炭黑有望改善滾動阻力且不致惡化抗濕滑性能)。雖然分子量對E′和tanδ都有影響,但與聚集的作用相比,這種影響并不重要。

粘彈性測量表明,就佩恩效應弱以及滾動阻力和抗濕滑性能而言,Y法混煉是一種很有前途的工藝。
2.3 硫化膠性能
表6為拉伸和硬度試驗的結果。膠料B和C的σ100、σ200、σ300和硬度都低于膠料A,這有利于防止使用中由應力集中引起的裂口增長等問題。這些數據表明,與膠料A相比,對于膠料B和C來說,硅烷偶聯劑和白炭黑之間較為有效的反應使分散得到了改善。膠料B和C的σbreak和εbreak均高于膠料A,這表明膠料B和C在使用中抗撕裂、抗磨耗和抗裂口增長性能都得到了提高。總的來說,在這些方面,膠料B和C之間并無大的差異。試驗結果清楚地表明,Y法混煉產生的結果類似于多段法混煉,優于一段法混煉。

3 結論[2]
作為制備白炭黑填充膠料中一段法或多段法普通混煉順序的一種替代方案,對Y法混煉進行了探討。對硫化前和硫化后的橡膠性能進行的比較表明,用Y法混煉的膠料性能優于一段法混煉順序,而類似于多段法。所以,就膠料性能和生產效率而言,以Y法替代普通混煉工藝是可行的。
參考文獻:
[1] Takahiro Kataoka, Per B. Zetterlound, BunichiroYamada.Effect of mixing sequence on the properties ofcarbon black and silica filled rubber [J]. Plastics,Rubber and Composites,2003,32(7),291-295.